 Skip to content
Skip to content

How to Select the Best Rivet for your Application
Picking the correct blind rivet can be a true challenge, since there is an impressive variety of options and parameters in the market. This Guide will help you to select the rivet that will be optimal for your application.
STEP 1 : Choose your Material




** For optimal strength and corrosion resistance : it is highly recommended to prioritize rivets of the same material as the material it will clamp. **
You may note that hybrid rivets also exist :A) Aluminium Body and Steel Mandrel and B) Stainless Steel Body and Steel Mandrel . Those additionals options permit cost-saving, as often the mandrel does not need the meet requirement, since that part of the rivet breaks during installation, is not visible, and does not enter in contact with the clamped materials.
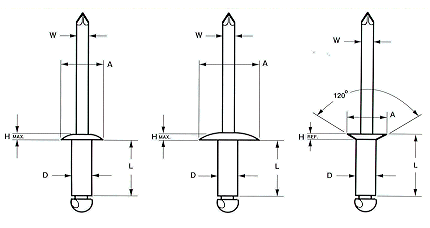
Button head rivets (also known as Dome head rivets) feature cylinder-shaped heads with rounded tops and flush bearing surfaces. When installed, button head rivets will protrude slightly from the surface of the object, offering a unique visual presentation that many find desirable in certain applications. They are considered the most standard type of rivets.
Large flange rivets are used when thin or vulnerable materials are fastened to a rigid backing. The large flange is also useful for covering enlarged holes or slots in the upper component.
A countersunk head fits into the material without the head protruding, keeping a flat surface .
STEP 3 : Determine your Rivet Diameter and Grip Range
A general rule is that the rivet should have a diameter of at least 3 times the thickness of the thickest sheet that is being joined. According to the military standard, so the bucked counter head diameter of the rivet joint must be larger than 1.4 times the diameter of the shank. The height must extend to 0.3 times the diameter of the shank. With all mentioned parameters, you can calculate the desired length of the rivet. The allowance is normally about 1.5D.
For example, two pieces of 0.050 inch (1.27 mm) sheet are to be riveted together. The proper diameter rivet would be 3 x 0.050=0.150 inch (3 x 1.27=3.81 mm).
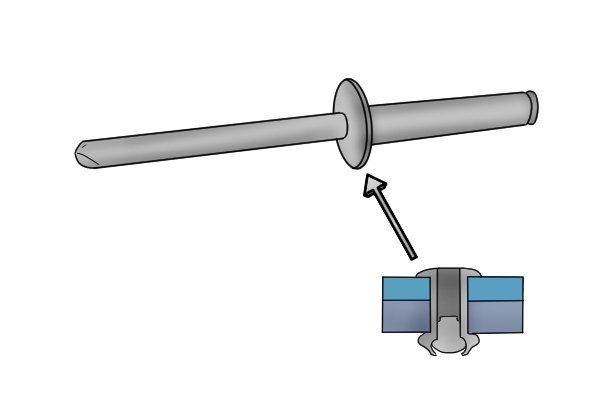
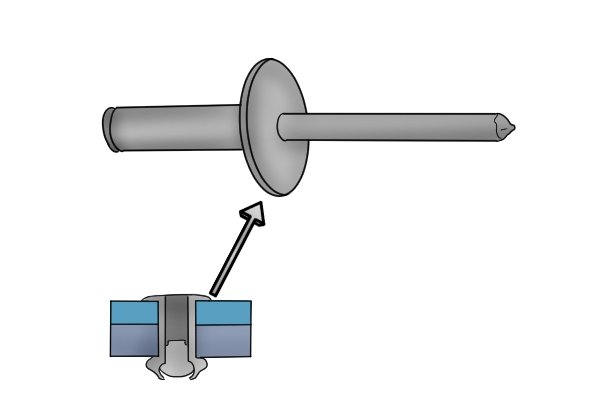
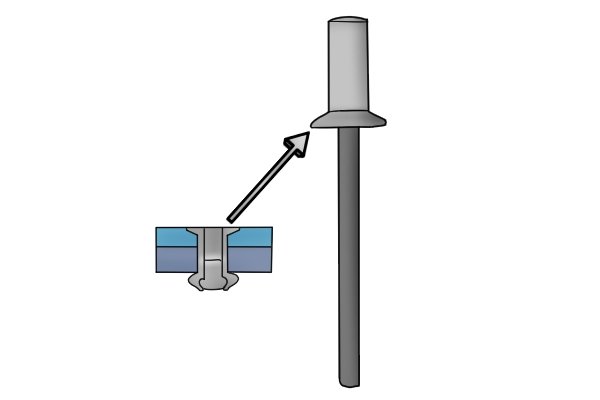
A 5/32” rivet (0.156 inch, 3.96 mm) would be used. The metal thickness is 0.050+0.050=0.10 inch (1.27+1.27=2.54 mm), and 1.5D is 0.234 inch (5.94 mm), so the total length would have to be 0.10 + 0.234=0.334 inch (1.27+5.94=7.21 mm) for the rivet.
See pictures below :

You will also want to make sure to Drill the correct Hole size to gain maximum tension strength. The following table display the optimal metal drill bits to use for every rivet size. In events that the hole is slightly bigger or that its edges are damaged, it is advised to use a Back-Up Washer in conjunction with your rivet, which will allow for the optimal surface of contact.
| Rivet Size | Rivet diameter | Drill bit diameter | ||
| inch | mm | inch | mm | |
| 3 | 3/32'' (0.094) | 2.38 | 0.098 | 2.49 |
| 4 | 1/8'' (0.125) | 3.18 | 0.128 | 3.25 |
| 5 | 5/32'' (0.156) | 3.97 | 0.159 | 4.04 |
| 6 | 3/16'' (0.188) | 4.76 | 0.191 | 4.85 |
| 8 | 1/4'' (0.250) | 6.35 | 0.257 | 6.53 |
| 10 | 5/16'' (0.312) | 7.94 | 0.316 | 8.03 |
| 12 | 3/8'' (0.375) | 9.52 | 0.377 | 9.58 |
Still have a question ? Feel free to contact us and our team will gladly help you!